Usted confía en el sistema de enfriamiento en la fundición a presión para regular la temperatura del molde y solidificar el metal fundido de manera rápida y uniforme. En una máquina de fundición a presión de cámara fría , este proceso se vuelve esencial porque se trabaja con metales que requieren puntos de fusión más altos y un control térmico preciso. El sistema de enfriamiento en la fundición a presión en cámara fría no solo mejora la eficiencia de las máquinas de fundición a presión, sino que también ayuda a lograr tiempos de ciclo más rápidos, mayor precisión dimensional y una vida útil más larga. Los métodos de enfriamiento mejorados en la fundición a presión en cámara fría minimizan los defectos y respaldan una producción estable y energéticamente eficiente.
Conclusiones clave
El sistema de enfriamiento controla la temperatura del troquel para solidificar el metal fundido de manera rápida y uniforme, mejorando la resistencia de la pieza y la calidad de la superficie.
Un enfriamiento adecuado previene defectos como porosidad, deformaciones y grietas, lo que ayuda a producir piezas fundidas duraderas y precisas.
Los canales de enfriamiento hacen circular agua o aceite para eliminar el calor de manera eficiente, con diseños avanzados como los canales conformados que ofrecen el mejor control de temperatura.
El enfriamiento eficiente acorta los tiempos de los ciclos, aumenta las tasas de producción y extiende la vida útil de la herramienta al reducir el estrés térmico y el desgaste.
Los métodos de enfriamiento modernos incluyen monitoreo de temperatura en tiempo real y fluidos ecológicos, que mejoran la calidad, ahorran energía y respaldan la producción sostenible.
Conceptos básicos del sistema de refrigeración
Qué hace
Depende del sistema de refrigeración para gestionar el calor durante el proceso de fundición a presión en cámara fría. El sistema elimina el calor del metal fundido a medida que llena el troquel, lo que ayuda a que el metal se solidifique de forma rápida y uniforme. Los canales de enfriamiento dentro del molde mantienen las temperaturas estables, generalmente entre 200°C y 300°C. Este rango de temperatura le ayuda a reducir el estrés térmico y mejorar la estructura del grano de cada pieza fundida. Cuando utiliza los métodos de enfriamiento adecuados, obtiene piezas más resistentes con mejores acabados superficiales. Por ejemplo, las piezas de aluminio enfriadas a unos 250 °C pueden mostrar una resistencia a la tracción hasta un 20 % mayor que las que se enfrían más lentamente.
El sistema de refrigeración utiliza varios componentes para lograr estos resultados:
También puede encontrar características avanzadas como pasadores térmicos o canales de enfriamiento conformes en las modernas máquinas de fundición a presión con cámara fría. Estas herramientas le ayudan a controlar el proceso y apuntar a áreas específicas que necesitan refrigeración adicional.
Por qué es importante
Una refrigeración adecuada marca una gran diferencia en la calidad y eficiencia de su proceso de fundición a presión en cámara fría. Si no controla la temperatura, corre el riesgo de defectos como porosidad por contracción, deformaciones o grietas. El enfriamiento desigual puede causar huecos internos o puntos débiles en las piezas fundidas. Quiere evitar estos problemas porque reducen la resistencia y durabilidad de sus piezas.
Nota: Mantener el troquel a la temperatura adecuada también prolonga su vida útil y reduce los costos de mantenimiento.
Cuando gestiona bien la refrigeración, acorta los tiempos de los ciclos y aumenta las tasas de producción. Un enfriamiento más rápido conduce a estructuras de grano más finas, lo que significa piezas más resistentes y confiables. También previene la fatiga térmica y el desgaste del molde, lo que mantiene su máquina de fundición a presión con cámara fría funcionando sin problemas. Al centrarse en la refrigeración, garantiza que cada paso del proceso proporcione resultados de alta calidad y cumpla con los estándares de la industria.
Proceso de máquina de fundición a presión de cámara fría
Pasos de inyección y enfriamiento
Se sigue una secuencia precisa al operar una máquina de fundición a presión con cámara fría. Este proceso garantiza la creación de piezas resistentes y precisas a partir de aleaciones de alto punto de fusión. Estos son los principales pasos que debe seguir:
Prepare el sistema de herramientas de fundición a presión. Te aseguras de que el molde coincida con la forma y el tamaño que necesitas.
Derrita el metal en un horno aparte. Mantienes el metal fundido a la temperatura adecuada para la fundición.
Vierta el metal fundido en la cámara de presión. Lo transfieres rápidamente para evitar la pérdida de calor.
Utilice un émbolo hidráulico para inyectar el metal fundido en la cavidad del troquel. La cámara de presión obliga al metal a llenar cada parte del molde.
Deje que el metal fundido se enfríe y solidifique dentro del troquel. El sistema de enfriamiento en la máquina de fundición a presión con cámara fría elimina el calor a través de canales y refrigeradores incorporados.
Abra el troquel y expulse la pieza terminada. Luego, recorta e inspecciona la calidad de la pieza fundida.
Consejo: el tiempo de enfriamiento depende del tipo de metal, el grosor de la pieza y la temperatura del troquel. Un enfriamiento adecuado previene defectos como deformaciones o encogimiento.
Notarás que la cámara de presión juega un papel clave en cada paso. Retiene el metal fundido, controla la inyección y ayuda a gestionar la fase de enfriamiento.
Componentes clave
Usted depende de varias partes importantes en una máquina de fundición a presión de cámara fría para controlar la temperatura y la calidad:
Los canales de refrigeración recorren los bloques de matrices. Estos canales hacen circular agua o aceite para eliminar el calor del metal fundido.
La cámara de presión recibe el metal fundido y utiliza fuerza hidráulica para inyectarlo en el troquel.
Los enfriadores o intercambiadores de calor regulan la temperatura del aceite hidráulico y del propio troquel.
Las ventanas de observación le permiten controlar el flujo de agua de refrigeración y comprobar si hay problemas.
El sistema de refrigeración en las máquinas de fundición a presión de cámara fría es más avanzado que en las máquinas de cámara caliente. Se utiliza fundición a presión en cámara fría para metales como el aluminio y el cobre, que tienen puntos de fusión más altos. La cámara de presión y el sistema de refrigeración deben soportar mayores cargas térmicas. En la fundición a presión en cámara caliente, el horno se encuentra dentro de la máquina y el proceso avanza más rápido. En la fundición a presión en cámara fría, se transfiere metal fundido desde un horno externo, lo que significa que se debe controlar el enfriamiento con más cuidado para evitar defectos.
Aspecto | Fundición a presión en cámara caliente | Fundición a presión en cámara fría |
Ubicación del horno | Dentro de la maquina | Horno externo separado |
Transferencia de metales | Directo mediante cuello de cisne | Introducido en la cámara de presión |
Velocidad de producción | Ciclos más rápidos | Ciclos más lentos |
Enfriamiento y solidificación | Bajo presión en morir | Refrigeración gestionada por canales y refrigeradores. |
Riesgo de defectos | Menor oxidación | Mayor riesgo de poros y contracción. |
Usted elige la fundición a presión en cámara fría cuando necesita fundir aleaciones con un alto punto de fusión. El sistema de enfriamiento y la cámara de presión trabajan juntos para controlar la solidificación y garantizar la integridad estructural de sus piezas.
Métodos de enfriamiento en la fundición a presión en cámara fría
Refrigeración por agua, aire y aceite
Se utilizan varios fluidos refrigerantes para controlar la temperatura en la fundición a presión en cámara fría. El agua es el refrigerante más común porque absorbe el calor rápidamente y es fácil de circular a través de los canales de enfriamiento. Puede ajustar el caudal para ajustar el efecto de enfriamiento. Los canales enfriados por agua le ayudan a mantener temperaturas uniformes, lo que reduce la deformación y la contracción en las piezas fundidas. Sin embargo, es necesario estar atento a la corrosión y la acumulación de cal, que pueden bloquear los canales y aumentar el mantenimiento.
El enfriamiento de aceite ofrece una mejor resistencia a la corrosión y la incrustación. Usted elige el aceite cuando necesita una refrigeración estable durante ciclos de producción prolongados o cuando el agua puede provocar un choque térmico. Los refrigerantes de aceite también le ayudan a evitar cambios rápidos de temperatura que podrían romper el troquel. El enfriamiento por aire es menos común pero útil para formas de moldes complejas o cuando se desea un enfriamiento más lento y controlado. Los sistemas enfriados por aire funcionan bien para piezas de paredes delgadas y le ayudan a gestionar la precisión dimensional.
Consejo: Los fluidos refrigerantes ecológicos, como los aceites de base vegetal, reducen el impacto ambiental y mejoran la seguridad del operador. Estos fluidos también extienden la vida útil de la herramienta y mejoran el acabado superficial en comparación con los aceites minerales.
Líquido refrigerante | Ventajas | Desventajas |
Agua | Rápida eliminación del calor, fácil control | Corrosión, incrustaciones, limpieza frecuente. |
Aceite | Estable, menos corrosión, enfriamiento suave | Transferencia de calor más lenta, mayor costo |
Aire | Enfriamiento controlado, bueno para piezas delgadas | Menor eficiencia, uso limitado |
A base de vegetales | Respetuoso con el medio ambiente, mejor vida útil de la herramienta | Puede requerir ajustes del sistema |
Canales de enfriamiento
Depende de los canales de enfriamiento para mover el refrigerante a través del troquel y eliminar el calor de la cavidad del molde. El diseño y la ubicación de estos canales afectan la uniformidad con la que se enfría el troquel. Los canales colocados más cerca de la superficie del molde mejoran la disipación de calor en aproximadamente un 10% por cada milímetro de proximidad. Se logra una estabilización de la temperatura más rápida y se reduce la resistencia al contacto térmico hasta en un 33 % cuando se utiliza una presión de refrigerante más alta.
Parámetro | Descripción / Resultado |
Proximidad del canal | 6,5 mm desde la superficie del molde frente a 9,5 mm mejora la disipación de calor en aproximadamente un 10 % por mm |
Resistencia de contacto térmico | Reducido en ~28-33% con canales más cercanos y presión de 30 bar, lo que permite una estabilización de temperatura más rápida |
Tasa de transferencia de calor | 186 vatios a una distancia de canal de 6,5 mm frente a 127 vatios a 9,5 mm |
gradiente de temperatura | Mantenido por debajo de 5°C con diseños de enfriamiento conformes para una solidificación uniforme |
Impacto en el caudal de refrigerante | El aumento del flujo de 215 a 425 ml/min acorta la constante de tiempo térmica, lo que permite una rápida estabilización de la temperatura. |
Efecto sobre la calidad de la pieza | El enfriamiento uniforme reduce defectos como la porosidad y las microfisuras, mejorando la calidad de las piezas |
Impacto en el tiempo del ciclo | Un enfriamiento más rápido y uniforme reduce los tiempos de ciclo, mejorando la productividad |
Notas adicionales | La acumulación de cal en los canales tradicionales aumenta la resistencia térmica; Los diseños optimizados para la topología mitigan esto. |
Puede elegir canales de enfriamiento en línea recta, en espiral o conformados. Los canales en línea recta son fáciles de hacer, pero pueden provocar un enfriamiento desigual y puntos calientes. Los canales en espiral mejoran la uniformidad de la temperatura pero aumentan la resistencia al flujo. Los canales de enfriamiento conformes siguen la forma de la cavidad del molde, lo que proporciona un control de temperatura superior y reduce las tensiones térmicas. Los diseños híbridos equilibran la capacidad de fabricación y la eficiencia de refrigeración.
Canales en línea recta: simples, pero pueden causar puntos de acceso.
Canales en espiral: Mejor uniformidad, mayor resistencia al flujo.
Canales conformes: Mejor uniformidad de temperatura, menos defectos.
Diseños híbridos: gradientes térmicos moderados, más fáciles de fabricar.
Descubrirá que los canales de enfriamiento conformados mantienen una distribución uniforme de la temperatura, lo que reduce la deformación y mejora la calidad de las piezas. En producción de gran volumen, estos canales pueden reducir el tiempo del ciclo en casi un 40 %, aumentando la productividad en aproximadamente un 50 %. También observa que el enfriamiento uniforme le ayuda a evitar defectos como porosidad y microfisuras.
Técnicas Avanzadas
Puede utilizar métodos de enfriamiento avanzados para mejorar aún más el proceso de fundición a presión en cámara fría. El enfriamiento directo aplica refrigerante directamente a la superficie del troquel, mientras que el enfriamiento indirecto utiliza canales incrustados en el troquel. El enfriamiento indirecto, como la fundición por compresión indirecta, evita el atrapamiento de óxido y la solidificación previa, lo que da como resultado microestructuras más uniformes y tasas de producción más altas.
Las modernas máquinas de fundición a presión con cámara fría suelen contar con control de temperatura en tiempo real. Realiza un seguimiento de las temperaturas en múltiples zonas y recibe alertas sobre ineficiencias en el enfriamiento. Esta tecnología le permite ajustar el flujo y la presión del refrigerante al instante, evitando el sobrecalentamiento y los desequilibrios térmicos. Los análisis basados en IA lo ayudan a optimizar la eficiencia del refrigerante y reducir los riesgos de fallas.
También verá nuevos desarrollos en el tratamiento térmico al vacío, como el enfriamiento con gas a alta presión (HPGQ) con nitrógeno. Esta técnica consigue un enfriamiento rápido y uniforme, especialmente para matrices grandes. El enfriamiento controlado direccional en hornos de vacío le permite manipular el flujo de gas, promoviendo una extracción uniforme de calor y reduciendo la distorsión. Las técnicas de enfriamiento interrumpido detienen el enfriamiento a temperaturas intermedias, minimizando el agrietamiento y las tensiones residuales.
Nota: Los sistemas de refrigeración de circuito cerrado respetuosos con el medio ambiente son ahora comunes en la fundición a presión en cámara fría. Estos sistemas reciclan refrigerante, reducen las emisiones y respaldan la sostenibilidad.
Usted se beneficiará de estrategias de refrigeración avanzadas, como materiales de cambio de fase y sistemas de refrigeración híbridos que combinan refrigeración por aire y agua. Estos métodos optimizan el enfriamiento, reducen los tiempos de ciclo y mejoran la calidad de las piezas. Utiliza CAD y software de simulación para modelar moldes y realizar simulaciones térmicas, identificando puntos críticos y optimizando la ubicación de los canales de enfriamiento. El mantenimiento regular, como la limpieza y la inspección, mantiene la eficiencia del sistema de refrigeración y previene defectos.
Aspecto de impacto | Explicación |
Tasa de enfriamiento | Los canales de enfriamiento conformes siguen los contornos de la cavidad del molde, lo que proporciona una disipación de calor uniforme, lo que reduce los tiempos de ciclo al permitir una eliminación de calor más rápida y uniforme. |
Calidad de la pieza | El enfriamiento uniforme minimiza defectos como deformaciones, tensiones residuales y dimensiones inconsistentes, lo que resulta en mejores acabados superficiales, tolerancias más estrictas y menores tasas de desperdicio. |
Eficiencia Energética | La eliminación del calor más rápida y eficaz reduce el consumo de energía durante las fases de enfriamiento. |
Vida útil del molde | La distribución uniforme del calor evita tensiones térmicas localizadas, lo que prolonga la vida útil del molde y reduce el mantenimiento. |
Consistencia del proceso | Un entorno térmico constante garantiza una calidad de las piezas repetible y predecible y reduce el tiempo de inactividad. |
Flexibilidad de diseño | Gracias a la fabricación aditiva, los canales pueden adaptarse a geometrías complejas, mejorando la refrigeración en estructuras complejas o delgadas. |
Consideraciones de costos | Los costos iniciales más altos se compensan con ahorros a largo plazo debido a ciclos más rápidos, reducción de energía y menores tasas de desperdicio. |
Descubrirá que estas técnicas avanzadas le ayudan a controlar la solidificación, reducir los defectos y mejorar la precisión dimensional. El enfriamiento uniforme previene los puntos calientes y la contracción, lo que garantiza que sus piezas fundidas cumplan con especificaciones estrictas. Al optimizar su sistema de enfriamiento, logra una mejor calidad de las piezas, menores tasas de desperdicio y una mayor vida útil de las herramientas en la fundición a presión en cámara fría.
Calidad y Eficiencia
Prevención de defectos
Quiere evitar defectos en sus piezas fundidas porque pueden debilitar las piezas y aumentar las tasas de desperdicio. Un sistema de refrigeración optimizado en una máquina de fundición a presión con cámara fría le ayuda a prevenir los problemas más comunes. Cuando controla la temperatura del molde, reduce el riesgo de cierres fríos y porosidad. Aquí hay algunos defectos que puede prevenir con un enfriamiento adecuado:
Los cierres en frío se forman cuando dos corrientes de metal fundido no se fusionan. Esto suele ocurrir si el molde está demasiado frío, lo que hace que el metal se solidifique demasiado pronto. Puede evitar cierres en frío manteniendo el molde a la temperatura adecuada y utilizando un buen diseño de puerta.
La porosidad, tanto del tipo gas como de contracción, se produce cuando los gases atrapados o el enfriamiento desigual crean huecos dentro de la pieza. Al mantener una temperatura constante del molde, generalmente entre 180 °C y 260 °C, se ayuda a que el metal fluya mejor y se solidifique de manera uniforme.
Los puntos calientes y las zonas frías pueden provocar una solidificación desigual. Los canales de enfriamiento conformados distribuyen la temperatura de manera más uniforme, lo que reduce estos riesgos.
Puede ver resultados del mundo real de industrias como la automotriz y la aeroespacial. Por ejemplo, cuando se estabiliza la temperatura del molde en alrededor de 200 °C, se puede reducir la porosidad hasta en un 15 %. Ajustar la temperatura y utilizar diseños de enfriamiento avanzados también puede eliminar los cierres en frío y reducir los costos de desechos.
Consejo: El mantenimiento regular de los canales de enfriamiento mantiene temperaturas constantes y evita que se formen defectos durante la producción.
Tiempo de ciclo y vida útil de la herramienta
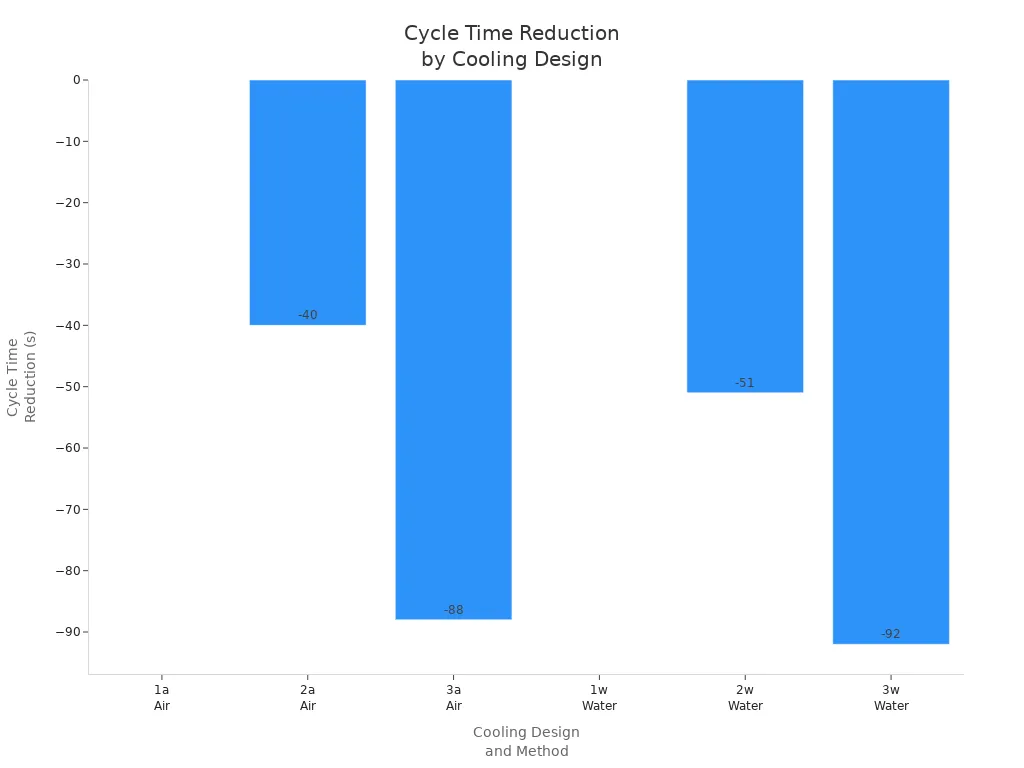
El enfriamiento eficiente en su máquina de fundición a presión con cámara fría afecta directamente la velocidad con la que puede ejecutar cada ciclo y la duración de su troquel. Cuanto más rápido se elimina el calor, más rápido se solidifica el metal, lo que acorta el tiempo del ciclo y aumenta la producción. Los canales de refrigeración por agua, por ejemplo, eliminan el calor mucho más rápido que el aire, lo que le permite finalizar los ciclos antes y mejorar la calidad de las piezas.
Estuche de diseño de refrigeración | Método de enfriamiento | Reducción del tiempo del ciclo (s) | Efecto sobre SDAS (Calidad) |
1a | Aire | Base | Base |
2a | Aire | -40 | Ligera mejora |
3a | Aire | -88 | Mejorado |
1s | Agua | Base | Base |
2w | Agua | -51 | Mejorado |
3w | Agua | -92 | Mejor mejora |
También prolonga la vida útil de la herramienta de troquel manteniendo estables las temperaturas del molde. El enfriamiento eficiente reduce el estrés térmico, la deformación y el agrietamiento. Los sistemas inteligentes de control de temperatura, como la retroalimentación en tiempo real y la gestión automatizada del refrigerante, le ayudan a mantener estas condiciones estables. La refrigeración por agua multicanal y la refrigeración puntual a alta presión protegen aún más su matriz, lo que garantiza una vida útil más prolongada de la herramienta y una producción más consistente.
Nota: Un mejor rendimiento del sistema de refrigeración significa menos reparaciones, menos tiempo de inactividad y una mayor eficiencia de producción general.
Usted depende del sistema de enfriamiento de su máquina de fundición a presión de cámara fría para lograr una solidificación rápida, dimensiones precisas y fuertes propiedades mecánicas. Una refrigeración adecuada le permite producir formas complejas y piezas de paredes más gruesas con menos defectos.
Los canales de enfriamiento y los controles avanzados lo ayudan a administrar las tasas de solidificación, reducir los desechos y reducir los costos.
La optimización de su sistema de enfriamiento permite ciclos más rápidos, una vida útil más larga del troquel y una mejor calidad de las piezas en la fundición a presión en cámara fría.
Invertir en refrigeración eficiente garantiza que sus operaciones de fundición a presión en cámara fría sigan siendo competitivas y confiables.
Preguntas frecuentes
¿Cuál es el objetivo principal del sistema de refrigeración en una máquina de fundición a presión con cámara fría?
Se utiliza el sistema de enfriamiento en una máquina de fundición a presión con cámara fría para controlar la temperatura del molde. Esto le ayuda a solidificar el metal fundido rápidamente y a prevenir defectos en las piezas de fundición de la cámara fría.
¿Cómo funcionan los canales de refrigeración en la fundición a presión en cámara fría?
Los canales de enfriamiento en su máquina de fundición a presión con cámara fría transportan agua o aceite a través del molde. Estos canales eliminan el calor del molde, lo que le ayuda a mantener la temperatura estable durante cada ciclo de fundición a presión de la cámara.
¿Se puede utilizar fundición a presión en cámara fría y caliente para todos los metales?
No se pueden utilizar ambos métodos para todos los metales. Se utilizan máquinas de fundición a presión de cámara fría para aleaciones de alto punto de fusión como el aluminio. Usted elige la fundición a presión en cámara caliente para metales con puntos de fusión más bajos, como el zinc.
¿Qué problemas puede causar una mala refrigeración en las máquinas de fundición a presión de cámara fría?
Un enfriamiento deficiente en su máquina de fundición a presión con cámara fría puede causar defectos como porosidad, deformaciones o grietas. También puede observar una vida útil más corta de la herramienta y tiempos de ciclo más largos en su proceso de fundición a presión en cámara.
¿Cómo afecta el enfriamiento a la eficiencia de la fundición a presión en cámara fría?
La refrigeración eficiente en su máquina de fundición a presión con cámara fría acorta los tiempos de ciclo y mejora la calidad de las piezas. Obtendrá resultados más confiables y reducirá las tasas de desechos en sus operaciones de fundición en cámara fría.

 Español
Español