Las máquinas de fundición a presión de aluminio logran una alta precisión combinando ingeniería avanzada, control preciso del proceso y estricta garantía de calidad. Usted se beneficia de la fundición a presión de aluminio porque produce piezas complejas con excelentes propiedades mecánicas que cumplen con tolerancias estrictas. Los fabricantes utilizan un riguroso control de calidad, incluidas inspecciones dimensionales y pruebas de materiales, para verificar cada pieza. Esta precisión garantiza un rendimiento confiable y genera confianza en el cliente.
Conclusiones clave
La fundición a presión de aluminio logra una alta precisión mediante ingeniería avanzada y un estricto control de calidad, lo que garantiza un rendimiento confiable.
El diseño adecuado de la matriz y la selección de materiales son cruciales para minimizar los defectos y mantener la precisión en la fundición a presión de aluminio.
La calibración periódica de las máquinas de fundición a presión ayuda a identificar desviaciones, reducir los defectos y aumentar la productividad.
La supervisión y la automatización en tiempo real mejoran la precisión al permitir ajustes instantáneos y la detección temprana de problemas potenciales.
Un sólido programa de garantía de calidad, que incluye inspecciones durante el proceso y pruebas finales, garantiza que cada pieza cumpla con estrictos estándares de la industria.
Precisión de matrices y máquinas
La precisión en la fundición a presión de aluminio comienza con el diseño y la ingeniería tanto del molde como de la máquina. Usted confía en estos elementos para lograr resultados consistentes y de alta calidad. Analicemos cómo cada factor contribuye a la precisión.
Diseño de troquel
Usted se beneficia del diseño avanzado de matrices porque afecta directamente la precisión dimensional de las piezas de fundición a presión de aluminio. Los diseñadores utilizan software de simulación para modelar el proceso de fundición a presión antes de la producción. Este paso ayuda a predecir las tasas de contracción y optimizar los parámetros del proceso, reduciendo el riesgo de defectos.
El software de simulación, como STAR-Cast, modela cómo interactúan el metal fundido y el aire. Esto evita que quede aire atrapado y mejora la integridad de cada pieza fundida.
El Diseño para la Manufacturabilidad (DFM) aborda los posibles desafíos de fabricación de manera temprana.
El espesor constante de la pared minimiza los defectos y garantiza un enfriamiento uniforme.
Los ángulos de inclinación ideales facilitan la extracción de piezas del troquel, lo que aumenta la precisión.
Las tolerancias precisas garantizan que las piezas cumplan con especificaciones estrictas.
Consejo: Un espesor de pared constante y ángulos de inclinación adecuados le ayudarán a evitar defectos comunes en las piezas de fundición.
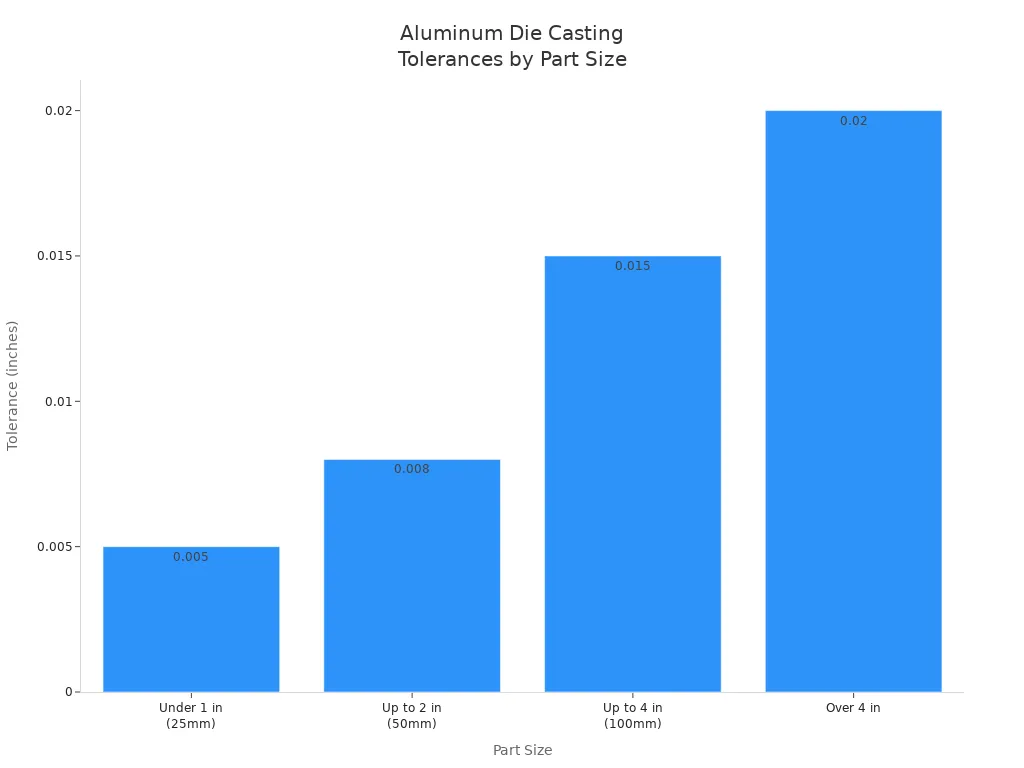
A continuación se explica cómo se clasifican las tolerancias estándar de la industria para la precisión de matrices y máquinas en la fundición a presión de aluminio:
Grado A: Tolerancias más estrictas para áreas críticas.
Grado B: Tolerancias moderadas para aplicaciones generales.
Grado C: Menores requisitos de precisión.
Tamaño de pieza | Tolerancia |
Menos de 1 pulgada (25 mm) | ±0,005 pulgadas (±0,13 mm) |
Hasta 2 pulgadas (50 mm) | ±0,008 pulg. (±0,20 mm) |
Hasta 4 pulgadas (100 mm) | ±0,015 pulgadas (±0,38 mm) |
Más de 4 pulgadas | ±0,02 pulg. (±0,51 mm) |
Norma General | ±1% a 2% de la dimensión nominal |
Selección de materiales
Seleccionar los materiales adecuados para las matrices es esencial para lograr precisión y durabilidad en la fundición a presión de aluminio. Quiere matrices que duren y mantengan la precisión durante muchos ciclos. La mayoría de los fabricantes eligen aceros para herramientas y aceros para herramientas para trabajos en caliente porque ofrecen alta dureza y resistencia al calor. Las aleaciones a base de níquel proporcionan la vida útil más larga, pero cuestan más y son más difíciles de mecanizar.
Tipo de material | Propiedades clave | Grados/ejemplos comunes |
Aceros para herramientas | Alta dureza, resistencia al calor, buena maquinabilidad, rentable | A2, A6, D2, H13 |
Aceros para herramientas de trabajo en caliente | Mantiene la resistencia y dureza a altas temperaturas. | H11, H13, H19, H21 |
Aleaciones a base de níquel | Mayor vida útil del troquel, alto costo y dificultad de mecanizado | N / A |
Una mala selección de materiales conduce a fallas tempranas del molde. Alrededor del 70% de las fallas tempranas se deben a una elección inadecuada de materiales o tratamientos térmicos. Puede evitar costosos tiempos de inactividad comprendiendo las formas de falla y eligiendo los materiales adecuados para sus matrices de fundición a presión de aluminio.
Calibración de máquina de fundición a presión de aluminio
La calibración regular de su máquina de fundición a presión de aluminio garantiza que funcione dentro de las tolerancias especificadas. Necesita calibración para identificar y corregir las desviaciones causadas por el desgaste. Este enfoque proactivo minimiza los defectos y reduce las tasas de desperdicio, lo que aumenta la productividad.
La calibración mantiene los sistemas de control de temperatura funcionando correctamente.
Mantener el rango de temperatura ideal es esencial para el proceso de fundición a presión.
Las máquinas avanzadas proporcionan un control superior de la presión, la velocidad y la temperatura de inyección. Estas características ayudan a eliminar el error humano y garantizar una calidad constante.
El mecanizado CNC y los equipos de medición automatizados verifican que cada pieza fundida cumpla con las tolerancias requeridas.
Las herramientas de inspección digitales le ayudan a mantener altos estándares en la fundición a presión de aluminio.
Nota: Las piezas fundidas de aluminio para automóviles a menudo requieren tolerancias entre ±0,05 mm y ±0,1 mm. Alcanzar estas tolerancias evita desalineaciones y fallas del sistema.
Puede confiar en las máquinas de fundición a presión de cámara fría para aleaciones de aluminio porque manejan puntos de fusión más altos y brindan un control preciso. Los avances en la ingeniería de máquinas, como las conexiones de sensores y los ajustes automatizados, mejoran aún más la precisión y la eficiencia.
Control de procesos
La precisión en la fundición a presión de aluminio depende de qué tan bien se controle el proceso. Debe gestionar la temperatura, la presión y la selección de la máquina para lograr resultados consistentes. Cada factor desempeña un papel único a la hora de minimizar los defectos y garantizar que las piezas de fundición a presión de aluminio cumplan con especificaciones estrictas.
Gestión de temperatura
Debes prestar mucha atención a la temperatura durante el proceso de fundición a presión. La temperatura tanto del aluminio fundido como del propio troquel afecta la estabilidad dimensional del producto final. La mayoría de las aleaciones de aluminio, como A380, A360 y ADC1, requieren temperaturas de fundición entre 660 °C y 710 °C. También es necesario mantener la temperatura del molde entre 180°C y 250°C. Este control cuidadoso le ayuda a producir formas complejas con una calidad constante.
Una gestión adecuada de la temperatura controla la rapidez con la que el metal se enfría y solidifica. Este paso es fundamental para mantener las propiedades mecánicas y la precisión de la fundición a presión de aluminio.
Si evita el enfriamiento rápido en ciertas áreas, reduce el atrapamiento de gas. Esto conduce a una estructura más densa y uniforme.
Cuando optimiza la temperatura, también minimiza las necesidades de mantenimiento del troquel. Esto aumenta la eficiencia de la producción y reduce los costos.
Consejo: Utilice mapas de frente de flujo y mapas de tiempo de solidificación para identificar áreas donde el llenado o enfriamiento desigual podría causar tensión o variación dimensional.
Las tecnologías de simulación, como ProCAST y Mold Flow Analysis, le ayudan a visualizar la ruta del flujo, la distribución de la temperatura y la secuencia de solidificación. Estas herramientas le permiten ajustar los parámetros del proceso antes de que comience la producción, lo que reduce el riesgo de defectos.
Regulación de presión
El control de la presión es otro factor clave en la fundición a presión de aluminio. Debe aplicar la cantidad adecuada de presión para llenar el troquel de manera completa y uniforme. El rango de presión óptimo para la fundición a presión de aluminio está entre 100 y 1000 bar. Durante la segunda etapa de inyección se deben utilizar presiones entre 200 y 400 bar. Este paso elimina los espacios de aire y mejora la integridad estructural de la pieza fundida.
La alta presión garantiza que el aluminio fundido llegue a cada parte del troquel, incluso en secciones delgadas o complejas.
La presión constante reduce la posibilidad de defectos, como porosidad o relleno incompleto.
Puede utilizar tecnologías de simulación como CFD (dinámica de fluidos computacional) y FEA (análisis de elementos finitos) para predecir cómo afectará la presión al proceso de fundición a presión.
Método | Descripción |
Tecnologías de simulación | Técnicas como CFD, FEA y análisis de tensión térmica predicen el comportamiento de llenado y enfriamiento del metal. |
Optimización del sistema de refrigeración | Mejora la eficiencia de enfriamiento para reducir las variaciones dimensionales. |
Diseño para la fabricabilidad | Se centra en optimizar el diseño del troquel para minimizar defectos y variaciones durante la fundición. |
La formación de los operadores también juega un papel importante. Los operadores calificados saben cómo configurar máquinas, reconocer defectos y mantener equipos. Su experiencia le ayuda a lograr una alta precisión en cada fundición.
Máquinas de cámara fría versus caliente
Debe elegir la máquina adecuada para su aplicación. Las máquinas de fundición a presión en cámara fría y de cámara caliente ofrecen diferentes beneficios y niveles de precisión. La fundición a presión en cámara fría es el método preferido para las aleaciones de aluminio porque maneja puntos de fusión más altos y proporciona un mejor control sobre el proceso.
Característica | Fundición a presión en cámara fría | Fundición a presión en cámara caliente |
Precisión dimensional | Alta precisión y consistencia dimensional | Menor precisión debido al control del flujo de metal |
Compatibilidad de materiales | Adecuado para aleaciones con puntos de fusión más altos | Adecuado para aleaciones con puntos de fusión más bajos. |
Tiempo de ciclo | Tiempo de ciclo más lento pero versátil | Más rápido debido a la disponibilidad inmediata de metal. |
La fundición a presión en cámara fría se utiliza ampliamente en industrias que exigen alta precisión, como la automotriz, médica y aeroespacial.
Las máquinas de cámara caliente funcionan mejor con metales con puntos de fusión más bajos, pero no proporcionan el mismo nivel de precisión para la fundición a presión de aluminio.
Los avances en el control de procesos, como las tecnologías de la Industria 4.0, han facilitado el monitoreo y ajuste de las variables del proceso en tiempo real. En algunas plantas de fabricación, los sistemas de inteligencia artificial recopilan miles de puntos de datos para cada disparo. Estos sistemas analizan los datos para identificar las condiciones que conducen a defectos, lo que le permite ajustar el proceso y mejorar la calidad.
Nota: Al combinar una gestión precisa de la temperatura y la presión con la elección correcta de la máquina, puede producir de manera consistente piezas de fundición a presión de aluminio de alta calidad que cumplan con los exigentes estándares de la industria.
Automatización y Sensores
La automatización y los sensores desempeñan un papel clave en la mejora de la precisión de la fundición a presión de aluminio. Puede confiar en estas tecnologías para monitorear, ajustar y detectar errores durante la producción. Este enfoque le ayuda a producir piezas de fundición a presión de aluminio con una calidad constante.
Monitoreo en tiempo real
Usted se beneficia de los sistemas de monitoreo en tiempo real que rastrean los parámetros del proceso cada segundo. Estos sistemas utilizan algoritmos y paneles avanzados para visualizar datos y predecir problemas de calidad antes de que ocurran.
Tipo de sistema de monitoreo | Descripción |
Modelo de aprendizaje automático | Utiliza datos para predecir la calidad y monitorear los parámetros del proceso, lo que permite la detección temprana de defectos. |
Algoritmo de bosque aleatorio | Predice defectos mediante el análisis de datos de temperatura del molde, que se utilizan en fundiciones de componentes de motores de automóviles. |
Paneles de visualización de datos | Muestra resultados de predicción para ayudarle a tomar mejores decisiones en las operaciones de la planta. |
El análisis de datos en tiempo real, combinado con la inteligencia artificial y la automatización, reduce el error humano y aumenta la precisión dimensional. Verá menos desperdicio de material y resultados más consistentes en las líneas de producción de fundición a presión de aluminio.
Ajustes automatizados
La automatización le permite ajustar las variables del proceso al instante. Puede controlar las velocidades de inyección, la lubricación del molde, la aplicación de presión, la velocidad del émbolo y el tiempo de retención de la presión. Estos ajustes garantizan repetibilidad y precisión en cada ciclo.
Parámetro | Impacto en el proceso |
Velocidades de inyección | Garantiza un llenado constante de los moldes. |
Lubricación de moldes | Reduce la fricción y el desgaste del molde. |
Aplicación de presión | Mantiene una calidad de fundición uniforme. |
Velocidad del émbolo | Controla el caudal de aluminio. |
Tiempo de mantenimiento de la presión | Afecta el proceso de solidificación. |
Los sistemas automatizados funcionan bien con la fundición a presión en cámara fría. Obtiene un control preciso sobre cada paso, lo que conduce a mejores resultados de fundición a presión de aluminio.
Consejo: Los ajustes automatizados le ayudan a mantener altos estándares y reducir el tiempo de inactividad.
Detección de errores
Necesita una detección de errores fiable para detectar los defectos a tiempo. La inspección visual con IA utiliza cámaras de alta resolución y algoritmos inteligentes para encontrar grietas y defectos superficiales que las comprobaciones manuales podrían pasar por alto. Esta tecnología puede escanear miles de piezas por minuto, lo que hace que su control de calidad sea más rápido y preciso.
La inspección por rayos X encuentra defectos internos en la fundición a presión de aluminio.
Se necesitan operadores capacitados, pero los sistemas automatizados hacen que la detección sea más fácil y confiable.
La detección de errores automatizada es crucial para encontrar pequeños defectos y mejorar la precisión general.
Metodología | Hallazgos clave |
Detección basada en aprendizaje profundo (YOLOv5) | Logra una alta precisión (precisión promedio promedio de 0,971) para la detección de defectos |
Implementación en tiempo real | Detecta y clasifica defectos rápidamente sin hardware costoso |
Aplicabilidad | Funciona para muchas piezas metálicas que cumplen con los estándares de calidad. |
Puede confiar en estas tecnologías para mantener su proceso de fundición a presión de aluminio preciso y eficiente.
Garantía de calidad en fundición a presión de aluminio
La garantía de calidad es fundamental para producir componentes precisos de fundición a presión de aluminio. Necesita un sistema sólido para detectar defectos a tiempo y garantizar que cada pieza cumpla con estándares estrictos. Este proceso implica varios pasos, desde la inspección durante el proceso hasta las pruebas finales.
Inspección en proceso
Puede utilizar múltiples técnicas de inspección durante la producción para mantener la precisión en la fundición a presión de aluminio. Estos métodos le ayudan a detectar problemas antes de que se conviertan en problemas costosos:
La inspección visual le permite comprobar si hay defectos en la superficie, como grietas o asperezas.
La medición dimensional utiliza herramientas de precisión para confirmar que las piezas de fundición de aluminio cumplen con tolerancias estrictas.
Las pruebas de propiedades mecánicas verifican la resistencia a la tracción, la dureza y la resistencia a la fatiga.
Las pruebas no destructivas, como los métodos de rayos X o ultrasonidos, encuentran defectos internos ocultos.
Consejo: la detección temprana de defectos durante la producción reduce las tasas de desperdicio y mejora la calidad general.
Postprocesamiento
Después de la fundición, debe refinar las piezas de fundición de aluminio para lograr la precisión y el acabado requeridos. El posprocesamiento puede eliminar hasta el 60 % de los defectos, lo que hace que sus componentes sean más confiables y visualmente atractivos. Industrias como la automovilística y la aeroespacial exigen este nivel de precisión.
El recorte y el desbarbado eliminan el exceso de material, como rebabas y compuertas, que podrían afectar la calidad.
El corte y el aserrado le ayudan a alcanzar tolerancias estrictas y acabados suaves.
Para asegurarse de que cada pieza cumpla con los estándares de la industria, siga estos pasos.
Pruebas finales
Antes del envío, debe verificar la precisión de cada producto de fundición a presión de aluminio. Los métodos de prueba finales incluyen:
Método de prueba | Descripción |
Inspección dimensional | Confirma que las piezas cumplen con las medidas requeridas, a menudo utilizando máquinas de medición por coordenadas (CMM). |
Inspección por rayos X | Revela defectos internos como grietas o huecos. |
Inspección de colorantes líquidos penetrantes (LPI) | Resalta pequeñas imperfecciones de la superficie utilizando tintes y reveladores especiales. |
Un programa integral de garantía de calidad reduce los defectos y mejora la coherencia. Usted se beneficiará de resultados confiables de fundición a presión de aluminio, menores tasas de rechazo y una mayor satisfacción del cliente.
Se logra una alta precisión en la fundición a presión de aluminio combinando la precisión de la matriz y la máquina, el control de procesos, la automatización y el control de calidad. Cada elemento apoya a los demás, creando un sistema confiable para producir piezas consistentes.
Los modelos predictivos utilizan datos de producción reales para mostrar cómo estos factores mejoran la calidad del producto.
Los métodos de regresión le ayudan a encontrar los mejores parámetros de fabricación para la fundición a presión de aluminio.
Mucha gente piensa que la precisión depende únicamente de la máquina. En realidad, necesita un enfoque completo que incluya diseño, seguimiento y pruebas.
Preguntas frecuentes
¿Qué hace que las máquinas de fundición a presión de aluminio sean tan precisas?
Obtendrá una alta precisión con las máquinas de fundición a presión de aluminio porque utilizan controles avanzados, matrices precisas y monitoreo en tiempo real. Estas características le ayudan a lograr tolerancias estrictas y resultados consistentes, especialmente cuando utiliza fundición a alta presión para piezas complejas.
¿En qué se diferencia la fundición a presión en cámara caliente de los métodos de cámara fría?
La fundición a presión en cámara caliente utiliza una máquina donde el metal permanece en una cámara calentada. Este método funciona mejor para metales con puntos de fusión bajos. Las máquinas de fundición a presión de aluminio suelen utilizar métodos de cámara fría porque el aluminio se funde a temperaturas más altas.
¿Se puede utilizar fundición a presión en cámara caliente para aleaciones de aluminio?
No se puede utilizar fundición a presión en cámara caliente para aleaciones de aluminio. El proceso funciona para metales como el zinc o el magnesio. El aluminio necesita una máquina de fundición a presión con cámara fría porque requiere temperaturas de fusión más altas.
¿Por qué es importante el monitoreo en tiempo real en la fundición a presión de aluminio?
El monitoreo en tiempo real le permite realizar un seguimiento de la temperatura, la presión y otras variables durante la producción. Puede detectar problemas a tiempo, ajustar la configuración y mantener cada máquina de fundición a presión de aluminio funcionando con la máxima precisión.
¿Qué industrias dependen de las máquinas de fundición a presión de aluminio?
Encontrará máquinas de fundición a presión de aluminio en las industrias automotriz, aeroespacial y electrónica. Estos sectores necesitan piezas precisas y fiables que sólo los métodos avanzados de fundición a presión pueden proporcionar.

 Español
Español