Una máquina de fundición a presión de alta presión le permite moldear aluminio y magnesio en piezas complejas y precisas. Se ve cómo la alta presión fuerza el metal fundido en moldes detallados, llenando cada pequeña característica. Esta velocidad y fuerza le brindan piezas con superficies lisas y tolerancias ajustadas, a menudo con una precisión de ±0,016 mm. La densidad y la calidad constantes hacen que estas máquinas sean esenciales para la fabricación moderna, especialmente cuando se necesitan diseños complejos.
Conclusiones clave
Las máquinas de fundición a presión de alta presión crean piezas complejas y precisas a partir de aluminio y magnesio, lo que garantiza superficies lisas y tolerancias estrictas.
El proceso consta de varios pasos: preparación del molde, inyección de metal, solidificación, expulsión y acabado, cada uno de los cuales es fundamental para una producción de calidad.
El aluminio y el magnesio son los materiales preferidos debido a su peso ligero, resistencia y excelente moldeabilidad, lo que los hace ideales para aplicaciones automotrices, electrónicas y aeroespaciales.
La fundición a alta presión respalda la producción en masa, lo que permite a los fabricantes producir miles de piezas idénticas de forma rápida y eficiente.
El mantenimiento regular y el control cuidadoso del proceso son esenciales para evitar defectos y garantizar piezas fundidas de alta calidad en la producción a gran escala.
Descripción general de la máquina de fundición a presión de alta presión
¿Qué es la fundición a presión a alta presión?
Se utiliza una máquina de fundición a presión de alta presión para crear piezas metálicas con formas precisas y superficies lisas. La fundición a presión a alta presión funciona fundiendo metal y luego forzándolo a entrar en un molde de acero a muy alta presión. El proceso utiliza inyección en cámara fría o cámara caliente. La inyección en cámara fría requiere presiones entre 10 000 y 25 000 PSI, lo que la hace ideal para metales como el aluminio. La inyección en cámara caliente es adecuada para metales con puntos de fusión más bajos, como el magnesio.
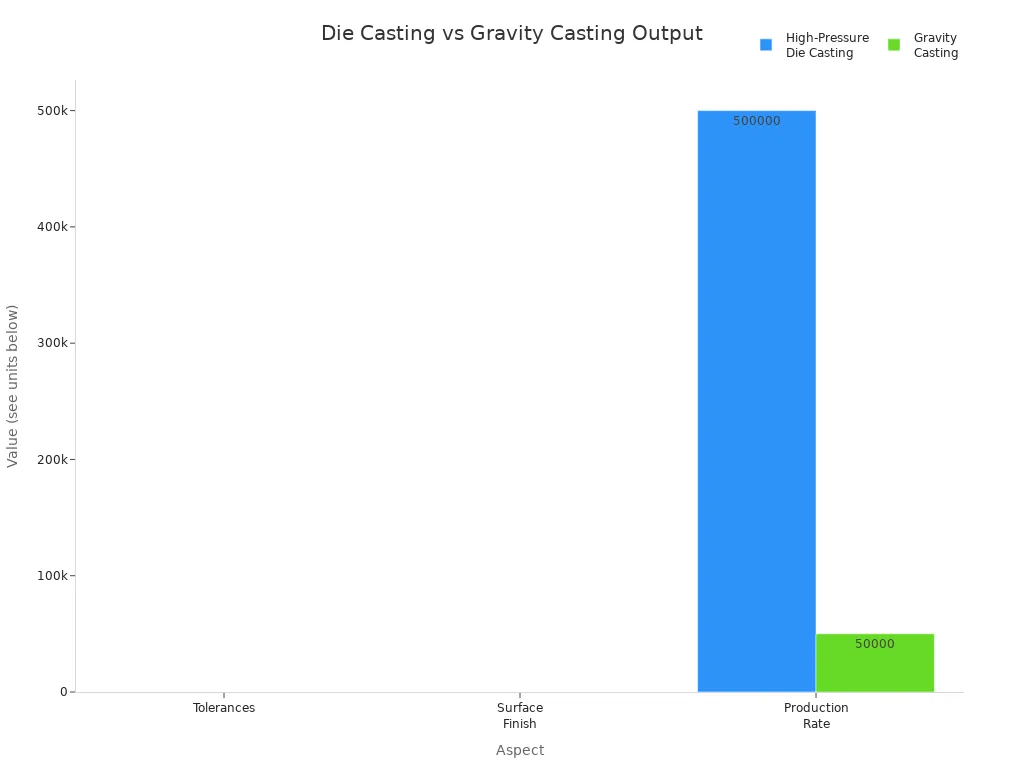
La fundición a presión a alta presión se destaca porque produce piezas complejas con tolerancias ajustadas y excelentes acabados superficiales. Puedes ver la diferencia en la siguiente tabla:
Aspecto | Fundición a presión de alta presión | Fundición por gravedad |
Método de inyección | Inyección de alta presión | Alimentado por gravedad |
Tolerancias | +/-0,1mm | +/-0,4mm |
Acabado superficial | 1,5 micras | 10 micras |
Tasa de producción | Hasta 500.000 piezas/año | Alrededor de 50.000 piezas/año |
Vida útil de la herramienta | Dura más | Vida útil más corta |
Densidad parcial | Partes más densas | menos denso |
Se inyecta metal fundido en la cavidad de un troquel cerrado, donde se solidifica rápidamente bajo presión. Después de la solidificación, se abre el troquel y se expulsa la pieza fundida terminada. Este método le permite producir miles de piezas idénticas con gran precisión.
¿Por qué utilizar aluminio y magnesio?
A menudo se elige aluminio y magnesio para la fundición a alta presión porque ofrecen ventajas únicas. El aluminio es liviano, fuerte y resiste la corrosión. Proporciona buena estabilidad dimensional y excelente moldeabilidad, lo que significa que puede crear piezas complejas con paredes delgadas. Las aleaciones de aluminio como A380 y ADC12 ofrecen alta resistencia y conductividad térmica, lo que las hace perfectas para aplicaciones de fundición exigentes.
El magnesio destaca por su bajo peso y su alta relación resistencia-peso. Puedes fundir paredes más delgadas y formas más complejas con aleaciones de magnesio. El magnesio también ofrece una mejor maquinabilidad y una estructura de grano fino, lo que mejora la calidad de las piezas terminadas. Tanto el aluminio como el magnesio permiten lograr una alta productividad y precisión en la fundición a presión.
Aleaciones de aluminio: Preferidas para piezas duraderas y de alta temperatura.
Aleaciones de magnesio: Elegidas para piezas fundidas ligeras, resistentes y precisas.
Usted confía en la fundición a alta presión para producir piezas para industrias que exigen precisión, durabilidad y eficiencia. La combinación de la tecnología de la máquina de fundición a presión de alta presión con aluminio y magnesio garantiza que obtenga los mejores resultados para sus necesidades de fundición.
Pasos del proceso
Preparación del molde
El proceso de fundición a alta presión se inicia preparando el molde. Este paso es fundamental para producir piezas de calidad. Primero, limpias el molde para eliminar cualquier impureza que pueda afectar la fundición. Se aplican lubricantes a las superficies interiores, que ayudan a regular la temperatura del molde y facilitan la extracción de las piezas terminadas. El acondicionamiento del molde garantiza que la cavidad esté libre de residuos y lista para el siguiente ciclo.
Los revestimientos especializados del molde aumentan la resistencia al desgaste y la corrosión. Estos recubrimientos prolongan la vida útil del molde y reducen las interrupciones en la producción. Por ejemplo, un recubrimiento PVD de alta calidad puede aumentar la vida útil del molde hasta en un 30 %. Verá menos defectos y piezas más consistentes cuando utilice moldes recubiertos.
También verifica la cavidad del molde para detectar daños o desgaste antes de comenzar el proceso de fundición. Esta inspección le ayuda a evitar problemas durante la fundición a presión a alta presión.
Lista ordenada: pasos de preparación del molde
Limpiar bien el molde.
Aplique lubricantes a las superficies de la cavidad.
Inspeccione la cavidad en busca de desgaste o daños.
Aplique recubrimientos especializados si es necesario.
Acondicione el molde a la temperatura correcta.
Inyección de metales
Se pasa a la fase de inyección de metal del proceso de fundición a presión a alta presión. Aquí, se funde aluminio o magnesio y se prepara para inyectar el metal fundido en la cavidad del molde.
La fundición a presión en cámara fría requiere que usted coloque el metal fundido en una cámara separada. Este método es adecuado para metales con puntos de fusión más altos, como el aluminio y el magnesio. La fundición a presión en cámara caliente utiliza un grupo incorporado de metal fundido y funciona mejor para aleaciones con puntos de fusión más bajos.
Se utiliza un émbolo horizontal para forzar el metal fundido hacia la cavidad a una presión extremadamente alta. El rango de presión típico para las máquinas de fundición a presión de cámara fría es de 2500 a 25 000 PSI. Algunos procesos alcanzan hasta 31.000 PSI o utilizan de 400 a 4.000 toneladas de fuerza.
La fundición a alta presión garantiza que el metal fundido llene cada detalle de la cavidad rápidamente. Esta inyección rápida reduce la posibilidad de defectos y crea piezas con tolerancias estrictas.
Usted controla la velocidad y la presión para optimizar el proceso de fundición del metal y evitar la porosidad. El control preciso de los parámetros de inyección es esencial para producir piezas de alta calidad.
Lista desordenada: aspectos destacados de la inyección de metal
La fundición a presión en cámara fría se adapta al aluminio y al magnesio.
La fundición a presión en cámara caliente es más rápida pero se utiliza para aleaciones con puntos de fusión más bajos.
Las presiones de inyección varían de 2500 a 31 000 PSI.
El émbolo horizontal empuja el metal fundido hacia la cavidad.
El llenado rápido crea piezas densas y precisas.
Solidificación y Eyección
Después de inyectar metal fundido, se deja solidificar dentro de la cavidad del molde. La fundición a alta presión acelera la solidificación, lo que le ayuda a producir piezas rápidamente. El molde absorbe el calor del metal fundido, provocando que se endurezca y tome la forma de la cavidad.
Se utilizan varios mecanismos para expulsar las piezas solidificadas del molde. Los pasadores eyectores empujan las piezas hacia afuera con fuerza controlada, evitando la deformación. La expulsión de aire utiliza la presión del aire para reducir la fricción y evitar daños a la superficie. Las placas extractoras deslizan o levantan las piezas del núcleo, minimizando la distorsión.
Mecanismo | Descripción | Funciones de prevención de daños |
Pasadores eyectores | Empuje con fuerza la pieza moldeada sin causar daños. | Fuerza controlada (500-5.000 kg) para evitar deformaciones. |
Eyección de aire | Utiliza presión de aire para ayudar a expulsar la pieza del molde. | Reduce la fricción y el pegado, minimizando el daño a la superficie. |
Placas separadoras | Desliza o levanta la pieza del núcleo después de la solidificación. | La fuerza mecánica garantiza la integridad y minimiza la distorsión. |
Usted inspecciona las piezas después de la expulsión para asegurarse de que cumplan con los estándares de calidad. Se comprueba si hay defectos como porosidad, grietas o relleno incompleto. Las técnicas avanzadas, como la fundición a presión asistida por vacío y la entrada optimizada, le ayudan a reducir la porosidad y mejorar la calidad de las piezas.
Refinamiento
El proceso de fundición a presión a alta presión se finaliza tratando la superficie de las piezas. El acabado mecánico incluye esmerilado, pulido, desbarbado y granallado. Estos pasos eliminan el exceso de material y mejoran la apariencia de las piezas.
El acabado químico implica anodizado, recubrimientos de conversión química y pasivación. La anodización aumenta la dureza de la superficie y agrega una capa resistente a la corrosión, lo cual es importante para aplicaciones automotrices y aeroespaciales.
El acabado térmico, como el tratamiento térmico y el templado, mejora las propiedades mecánicas de las piezas. También puede aplicar recubrimientos y pinturas, incluidos recubrimientos en polvo, pintura líquida, electrorrevestimiento y galvanoplastia.
El acabado de superficies mejora tanto la apariencia como el rendimiento de las piezas de aluminio y magnesio. Técnicas como la pintura y el enchapado aumentan la resistencia a la intemperie y la protección contra el desgaste. El anodizado proporciona una superficie duradera y resistente a la corrosión.
Estos procesos de acabado se utilizan para cumplir requisitos específicos de color, textura y durabilidad. Los tratamientos superficiales prolongan la vida útil de las piezas y garantizan su rendimiento fiable en entornos hostiles.
Lista desordenada: técnicas de acabado comunes
Acabado mecánico: esmerilado, pulido, desbarbado, granallado.
Acabado químico: anodizado, conversión química, pasivación.
Acabado térmico: tratamiento térmico, templado.
Recubrimientos y pinturas: recubrimiento en polvo, pintura líquida, electrorrecubrimiento, galvanoplastia
El proceso de fundición a alta presión se completa realizando inspecciones finales. Se utilizan máquinas de medición de coordenadas, inspección por rayos X y pruebas de presión para verificar la calidad de las piezas. Estos pasos garantizan que cada pieza cumpla con los estándares requeridos en cuanto a resistencia, apariencia y confiabilidad.
Ventajas y limitaciones
Beneficios de la fundición a presión a alta presión
Obtiene muchas ventajas cuando utiliza una máquina de fundición a presión de alta presión para aluminio y magnesio. Este método admite la producción a gran escala y ofrece piezas de alta calidad a una velocidad impresionante. Se consiguen ciclos de fundición cortos, lo que significa que se pueden producir miles de piezas en poco tiempo. El método garantiza que el metal fundido llene cada detalle del molde, para obtener formas precisas y tolerancias estrictas. Verá acabados de superficie suaves, que preparan sus piezas para galvanoplastia u otros tratamientos.
La fundición a alta presión le permite crear formas complejas y componentes de paredes delgadas que otros métodos no pueden manejar. Confía en este método para obtener un gran volumen de producción y una calidad constante.
A continuación se muestra una tabla que muestra los principales beneficios:
Ventaja | Descripción |
Eficiencia | Logra ciclos de fundición cortos, ideal para la producción en masa de componentes complejos. |
Precisión | Garantiza que el metal fundido llene cada detalle, cumpliendo estrictas tolerancias dimensionales y de apariencia. |
Acabado superficial | Produce superficies lisas, aptas para tratamientos de galvanoplastia. |
Formas complejas | Capaz de producir formas con las que otros métodos tienen dificultades. |
Componentes de paredes delgadas | Permite la fundición de piezas de paredes delgadas, a diferencia de muchos otros métodos de fundición. |
También se beneficiará de un alto aprovechamiento del material. La fundición a alta presión utiliza menos materia prima en comparación con la forja, lo que ayuda a reducir los residuos y mejorar la eficiencia energética. Puede optimizar los parámetros del proceso para reducir las emisiones de gases de efecto invernadero e integrar sistemas de recuperación de calor residual para minimizar el impacto ambiental.
Inconvenientes del aluminio y el magnesio
Debe considerar algunas limitaciones cuando utiliza fundición a alta presión para aluminio y magnesio. Este método requiere un control cuidadoso para mantener la calidad durante la producción a gran escala. A menudo se enfrentan defectos como porosidad de contracción, porosidad de gas y cierres fríos. La identificación temprana de estos defectos es crucial para obtener piezas de alta calidad.
El enfriamiento desigual puede provocar deformaciones o grietas, especialmente en diseños de moldes complejos.
Necesita un mantenimiento regular porque la fundición a alta presión provoca un rápido desgaste de la herramienta.
La porosidad puede debilitar las piezas si no ventila el molde adecuadamente o si entran impurezas en el metal fundido.
La contracción natural del aluminio durante el enfriamiento puede afectar las dimensiones de las piezas, lo cual es fundamental para aplicaciones de alta precisión.
La fatiga térmica puede causar grietas o defectos de solidificación, por lo que se deben diseñar los moldes con cuidado para minimizar las tensiones térmicas.
También es posible que vea gases de escape producidos durante el procesamiento del metal fundido. Es necesario abordar el consumo de recursos y la generación de residuos mejorando la eficiencia energética e integrando sistemas de recuperación de calor residual. La fundición a alta presión exige atención constante al diseño del molde, el control del proceso y la inspección para mantener la calidad y confiabilidad en cada pieza.
Aplicaciones de aluminio y magnesio
Automotor
La tecnología de las máquinas de fundición a presión de alta presión desempeña un papel importante en la producción de automóviles. Los fabricantes utilizan aluminio y magnesio para crear piezas ligeras, resistentes y precisas. Usted confía en la fundición a alta presión para producir bloques de motor, carcasas de transmisión y componentes de frenos. Estas piezas deben ser duraderas y precisas para garantizar la seguridad y el rendimiento del vehículo.
También encontrará piezas de fundición a presión utilizadas para componentes interiores, como marcos de asientos, soportes de la columna de dirección y soportes del panel de instrumentos. Los componentes estructurales y de la carrocería, como bastidores auxiliares, piezas de suspensión y paneles de la carrocería, se benefician de la resistencia y el bajo peso del aluminio y el magnesio.
Los bloques de motor proporcionan durabilidad y reducen el peso del vehículo.
Las carcasas de transmisión ofrecen precisión y confiabilidad.
Los componentes de los frenos brindan resistencia y seguridad.
Las piezas del chasis mejoran la estabilidad y la protección contra choques.
La fundición a alta presión admite la producción en masa, lo que le permite fabricar miles de piezas idénticas rápidamente. Se logran tolerancias estrictas y acabados suaves, que son esenciales para los vehículos modernos.
Electrónica
Depende de la fundición a presión para producir carcasas y componentes electrónicos. El aluminio y el magnesio le ayudan a crear formas ligeras, duraderas y complejas para la electrónica de consumo. La fundición a alta presión garantiza uniformidad y consistencia, lo que protege las delicadas piezas electrónicas.
Utiliza aluminio por su durabilidad y versatilidad. El magnesio le permite diseñar piezas intrincadas y de paredes delgadas.
La fundición a alta presión permite la producción en masa de piezas metálicas de ingeniería con acabados atractivos.
Estos materiales se utilizan en carcasas de portátiles, marcos de teléfonos inteligentes y cuerpos de cámaras. El proceso admite una producción de gran volumen y satisface las demandas de la electrónica moderna.
Área de aplicación | Beneficios |
Componentes automotrices | Formas ligeras y complejas, alta precisión dimensional y repetibilidad. |
Electrónica de Consumo | Reduce el peso y mejora el rendimiento, algo fundamental para los dispositivos electrónicos modernos. |
Producción de alto volumen | Adecuado para la producción en masa de piezas metálicas de ingeniería con acabados atractivos. |
La fundición a presión le permite cumplir requisitos estrictos de forma, espesor de pared y tolerancia en la fabricación de dispositivos electrónicos. |
|
Aeroespacial
Usted considera que la fundición a alta presión es un proceso clave en la producción aeroespacial. Las piezas de aluminio y magnesio pesan entre un 15 y un 25% menos que las fabricadas con métodos tradicionales. Esta reducción de peso le ayuda a reducir el consumo de combustible y las emisiones hasta en un 10%.
Se utiliza la fundición a presión para crear geometrías complejas y piezas de precisión para soportes de motor, trenes de aterrizaje y paneles de fuselaje. El magnesio ofrece propiedades de absorción de energía y ligereza, que mejoran la seguridad y la capacidad de carga útil. El aluminio proporciona solidez, resistencia a la corrosión y conductividad térmica para componentes aeroespaciales críticos.
Material | Requisitos clave de rendimiento | Aplicaciones en el sector aeroespacial |
Magnesio | Aleaciones ligeras, de absorción de energía y de alta temperatura. | Elevadores de asiento, soportes de consola, soportes de embrague |
Aluminio | Fuerza, resistencia a la corrosión, conductividad térmica, versatilidad. | Paneles de fuselaje, estructuras de alas, tren de aterrizaje. |
La fundición a alta presión le permite cumplir con estrictos estándares aeroespaciales en cuanto a confiabilidad y rendimiento. Produce piezas que resisten condiciones extremas y estrés mecánico. |
|
|
Usted da forma al aluminio y al magnesio con una máquina de fundición a presión de alta presión siguiendo pasos precisos. Se limpia y precalienta el troquel, se funde el metal y se inyecta a alta velocidad y presión. La fundición a alta presión llena cada detalle, brindándole piezas suaves y precisas. Usted recorta y termina cada pieza fundida para obtener calidad. La fundición a alta presión respalda las industrias automotriz, electrónica y aeroespacial. Se ven nuevas tendencias como la simulación digital y los materiales reciclados que mejoran la fundición a alta presión. Puede esperar que la fundición a alta presión proporcione resultados aún mejores a medida que avanza la tecnología.
La fundición a alta presión le ayuda a crear piezas resistentes y ligeras que mantienen la competitividad de su negocio.
Preguntas frecuentes
¿Cuál es la principal ventaja de la fundición a alta presión de aluminio y magnesio?
Obtendrá piezas precisas y complejas con superficies lisas. La fundición a alta presión llena cada detalle del molde rápidamente. Este proceso respalda la producción en masa y ofrece una calidad constante para industrias como la automotriz, la electrónica y la aeroespacial.
¿Cómo se mantiene la calidad en las máquinas de fundición a presión de alta presión?
Inspeccionas los moldes antes de cada ciclo. Se utilizan lubricantes y recubrimientos para reducir el desgaste. Usted verifica las piezas terminadas en busca de defectos mediante rayos X y pruebas de presión. El mantenimiento regular le ayuda a evitar daños en las herramientas y garantiza una producción fiable.
¿Se pueden utilizar máquinas de fundición a presión de alta presión para componentes de paredes delgadas?
Puede producir piezas de paredes delgadas con máquinas de fundición a presión de alta presión. El proceso utiliza una fuerza fuerte para llenar los moldes por completo. Se obtienen componentes ligeros y resistentes que cumplen estrictos requisitos dimensionales.
¿Qué métodos de acabado mejoran las piezas fundidas de aluminio y magnesio?
Para el acabado mecánico se utiliza esmerilado, pulido y granallado. La anodización y la conversión química añaden resistencia a la corrosión. El tratamiento térmico mejora la resistencia. Estos métodos le ayudan a cumplir con los estándares de apariencia y durabilidad.
¿Por qué los fabricantes eligen aluminio y magnesio para la fundición a presión?
Selecciona el aluminio por su resistencia, resistencia a la corrosión y conductividad térmica. El magnesio ofrece un peso reducido y una alta relación resistencia-peso. Ambos metales le permiten crear piezas complejas y ligeras para aplicaciones exigentes.

 Español
Español