Se utiliza una máquina de fundición a presión empujando el metal derretido dentro de un molde de acero muy rápido y con gran fuerza. Esto hace piezas exactas en poco tiempo. Las máquinas de cámara caliente pueden fabricar una pieza en 4 segundos. Algunos métodos de baja presión necesitan hasta quince minutos para cada parte.
Conclusiones clave
La fundición a presión es una forma rápida de fabricar piezas metálicas. El metal derretido se introduce en un molde de acero. Este método crea formas exactas y superficies lisas.
Las máquinas de cámara caliente funcionan rápido. Hacen piezas en unos 4 segundos. Las máquinas de cámara fría se utilizan para piezas más grandes y resistentes. Estas piezas utilizan metales que se funden a temperaturas más altas.
Preparar el troquel es muy importante. También es importante enfriar el metal lentamente. Estos pasos ayudan a realizar buenos castings con menos errores.
La fundición a presión de aluminio se utiliza mucho. Hace piezas que son ligeras y fuertes. Esto es bueno para automóviles y electrónica.
A menudo es necesario revisar y reparar la máquina de fundición a presión. Esto ayuda a evitar errores y mantiene la misma calidad de los productos.
Descripción general de la fundición a presión
¿Qué es la fundición a presión?
La fundición a presión le ayuda a fabricar piezas metálicas rápidamente. Se utiliza una máquina de fundición a presión para empujar el metal derretido en un molde de acero. El molde da forma al metal en la pieza que deseas. La fundición a presión es especial porque crea formas difíciles y superficies lisas rápidamente. La gente utiliza máquinas de fundición a presión para piezas de automóviles, productos electrónicos y herramientas.
Cuando haces fundición a presión, sigues estos pasos:
Creación de moldes: Usted diseña y construye el molde de acero.
Preparación del molde: Se limpia y se cubre el molde para que el metal fluya y salga fácilmente.
Inyección de metal: se funde el metal y se empuja dentro del molde con una máquina de fundición a presión.
Enfriamiento: Dejas que el metal se enfríe y se endurezca dentro del molde.
Extracción de fundición: abres el molde y sacas la pieza terminada.
Operaciones de acabado: Usted recorta, pule o trata la pieza si es necesario.
La fundición a presión es más rápida que otras formas de dar forma al metal. Obtienes piezas exactas con menos errores. Puedes crear formas que son difíciles de conseguir mediante forjado o mecanizado. Las máquinas de fundición a presión funcionan rápidamente y brindan acabados suaves.
Consejo: la fundición a presión es excelente si necesitas muchas piezas rápidamente. Ahorras tiempo y dinero, especialmente al realizar muchos artículos.
Características clave
La fundición a presión tiene muchas características buenas que la diferencian de otros métodos de fundición. Obtiene estos beneficios cada vez que utiliza una máquina de fundición a presión:
Característica | Descripción |
Inyección de alta velocidad | Se empuja el metal derretido dentro de los moldes muy rápido. |
Aplicación de alta presión | Se utiliza una fuerza fuerte para llenar el molde por completo. |
Alta productividad | Haces muchas piezas en poco tiempo. |
Precisión dimensional | Obtiene piezas con tamaños exactos, por lo que hace menos trabajo adicional. |
Formas complejas | Realizas diseños detallados y complicados fácilmente. |
Incrustar piezas | Puedes poner otras piezas dentro del casting mientras lo haces. |
Limitaciones | Tiene algunos límites de costo, tamaño y qué metales puede usar. |
La fundición a presión le permite fabricar piezas delgadas que aún son fuertes. Obtienes superficies lisas y piezas resistentes. También ahorras dinero porque no necesitas mucho trabajo extra después del casting.
Puede elegir máquinas de fundición a presión con cámara caliente o cámara fría. También existen métodos de fundición a presión por vacío, gravedad, alta presión y baja presión. Cada uno funciona mejor para diferentes trabajos y metales.
Si desea piezas ligeras y resistentes, suele utilizar una máquina de fundición a presión de aluminio. Las máquinas de fundición a presión de aluminio le ayudan a fabricar piezas delgadas y resistentes. Se ven máquinas de fundición a presión de aluminio en lugares que necesitan buena resistencia y conductividad.
Las máquinas de fundición a presión le brindan siempre los mismos resultados. Esto los hace buenos para fabricar muchas piezas. Obtienes superficies lisas y tamaños exactos, por lo que no necesitas mucho trabajo después del moldeado.
Tipos de máquinas de fundición a presión
Cuando elige una máquina de fundición a presión, necesita conocer los tipos principales. Los dos más comunes son las máquinas de fundición a presión de cámara caliente y de cámara fría. Cada tipo funciona mejor para ciertos metales y tamaños de piezas. Obtendrá resultados diferentes según la máquina de fundición a presión que utilice.
Aquí hay una comparación rápida para ayudarlo a ver las diferencias:
Característica | Fundición a presión en cámara caliente | Fundición a presión en cámara fría |
Descripción general del proceso | El sistema de inyección se asienta en metal fundido. | El sistema de inyección permanece fuera del metal fundido. |
Materiales utilizados | Ideal para aleaciones de bajo punto de fusión (zinc, estaño, plomo). | Lo mejor para aleaciones de alto punto de fusión (aluminio, magnesio). |
Velocidad y eficiencia | Ciclos más rápidos, producción de piezas rápida. | Ciclos más lentos, maneja más aleaciones. |
Aplicaciones | Piezas pequeñas a medianas. | Piezas más grandes y complejas. |
Máquinas de cámara caliente
Utiliza una máquina de fundición a presión con cámara caliente cuando desea fabricar piezas pequeñas o medianas rápidamente. El sistema de inyección se encuentra justo en el baño de metal fundido. Esta configuración le permite fabricar piezas rápidamente porque el metal siempre está listo. A menudo se utilizan máquinas de fundición a presión con cámara caliente para piezas de zinc, estaño o plomo.
Consejo: si necesita muchas piezas pequeñas, una máquina de fundición a presión con cámara caliente le ahorrará tiempo y le brindará excelentes resultados.
Máquinas de cámara fría
Se utiliza una máquina de fundición a presión de cámara fría cuando se trabaja con metales que se funden a temperaturas más altas, como el aluminio o el magnesio. El sistema de inyección permanece fuera del metal fundido. Viertes el metal derretido en la recámara para cada disparo. Este método lleva un poco más de tiempo, pero te permite utilizar metales más fuertes.
Obtiene más opciones con una máquina de fundición a presión de cámara fría. Puedes hacer piezas grandes o piezas con formas complicadas. Si desea utilizar una máquina de fundición a presión de aluminio, deberá elegir un tipo de cámara fría.
Nota: Siempre haga coincidir su máquina de fundición a presión con el metal y el tamaño de pieza que necesita. Esta elección le ayuda a obtener la mejor calidad y velocidad de sus máquinas de fundición a presión.
Pasos de fundición a presión
El proceso de fundición a presión utiliza una máquina de fundición a presión para convertir el metal fundido en piezas resistentes y precisas. Sigue una serie de pasos para asegurarse de que cada pieza fundida cumpla con sus estándares de calidad. Cada paso del proceso de fundición afecta la calidad final de la fundición terminada. Así es como avanza en el proceso, de principio a fin.
Preparación del troquel
Se empieza preparando el troquel, que es el molde de acero que da forma a la pieza. Se limpia el troquel para eliminar cualquier material sobrante del último ciclo. Luego se rocía un lubricante especial sobre la superficie del troquel. Este lubricante ayuda a que el metal fundido fluya suavemente y evita que la pieza fundida se pegue al troquel. Una buena preparación del troquel es clave para una alta calidad y una fácil extracción de la pieza acabada.
Consejo: siempre verifique que el troquel no esté dañado o desgastado antes de comenzar. Un troquel limpio y bien mantenido le brinda mejores resultados y una vida útil más larga.
Metal fundido
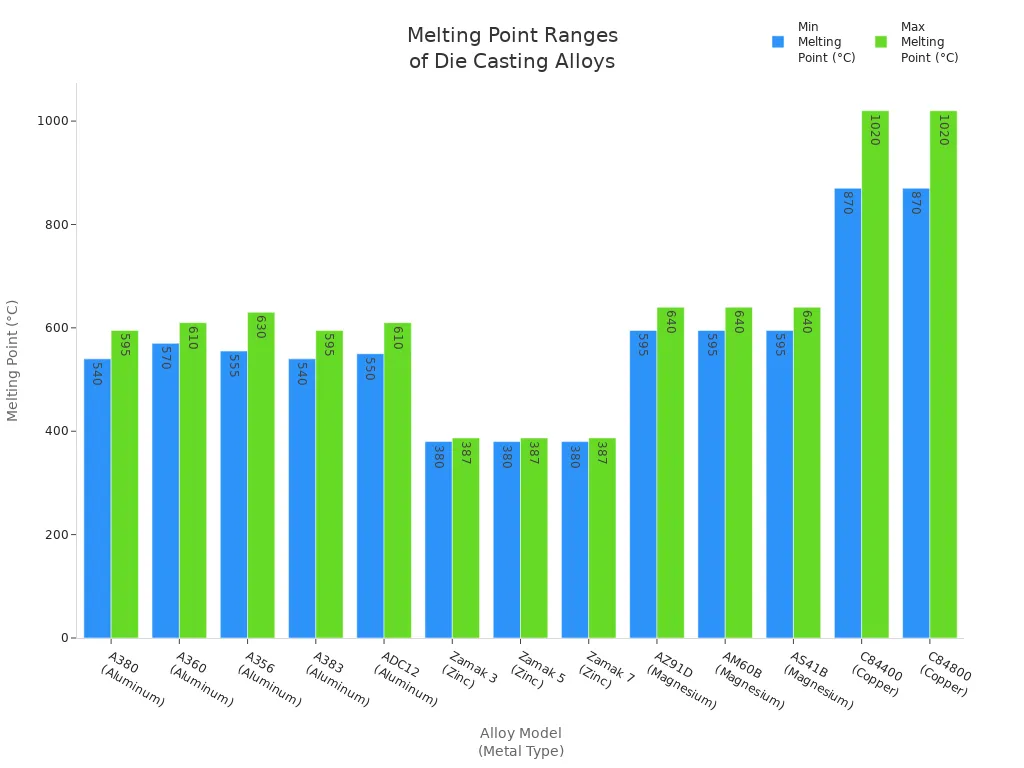
A continuación, derrites el metal que deseas utilizar para tu fundición. La temperatura necesaria depende del tipo de metal y aleación. Por ejemplo, las aleaciones de aluminio como el A380 se funden entre 540 °C y 595 °C (1004 °F a 1103 °F). Las aleaciones de zinc como Zamak 3 se funden a temperaturas más bajas, alrededor de 380 °C a 387 °C (716 °F a 728 °F). Las aleaciones de magnesio y cobre necesitan temperaturas aún más altas.
A continuación se muestra una tabla que muestra los puntos de fusión comunes de los metales utilizados en el proceso de fundición:
Metal | Modelo de aleación | Punto de fusión (°C) | Punto de fusión (°F) |
Aluminio | A380 | 540 - 595 | 1004 - 1103 |
| A360 | 570 - 610 | 1058 - 1130 |
| A356 | 555 - 630 | 1031 - 1166 |
| A383 | 540 - 595 | 1004 - 1103 |
| ADC12 | 550 - 610 | 1022 - 1130 |
Zinc | Zamak 3 | 380 - 387 | 716 - 728 |
| Zamak 5 | 380 - 387 | 716 - 728 |
| Zamak 7 | 380 - 387 | 716 - 728 |
Magnesio | AZ91D | 595 - 640 | 1103 - 1184 |
| AM60B | 595 - 640 | 1103 - 1184 |
| AS41B | 595 - 640 | 1103 - 1184 |
Cobre | C84400 | 870 - 1020 | 1598 - 1868 |
| C84800 | 870 - 1020 | 1598 - 1868 |
Se utiliza un horno para calentar el metal a la temperatura adecuada. La máquina de fundición a presión mantiene el metal a esta temperatura para que esté listo para el siguiente paso del proceso de fundición.
Proceso de inyección
Ahora utiliza la máquina de fundición a presión para inyectar el metal fundido en el molde. Este paso es el corazón del proceso de casting. La máquina empuja el metal dentro del molde a muy alta velocidad y bajo alta presión. En la fundición a presión a alta presión, la presión puede alcanzar hasta 140 MPa. Esta fuerte fuerza llena cada parte de la cavidad del troquel, incluso los detalles más pequeños.
La alta velocidad y presión aseguran que la pieza fundida tenga una superficie lisa y una forma exacta.
El proceso ocurre en sólo unos pocos milisegundos, por lo que el metal no se enfría antes de llenar el troquel.
Puede utilizar fundición a presión tradicional, fundición a presión al alto vacío u otros métodos, según la pieza y el metal.
Nota: La fundición a presión al alto vacío elimina el aire del molde antes de la inyección. Esto le brinda una mejor calidad y menos burbujas de aire en la fundición.
Enfriamiento y solidificación
Después de inyectar el metal, lo dejas enfriar y endurecer dentro del troquel. El tiempo de enfriamiento depende del espesor de la pieza fundida. Por ejemplo:
Una pieza fundida con un espesor de pared de 3 mm se solidifica en aproximadamente 1,4 segundos.
Una pieza fundida con un espesor de pared de 11 mm tarda aproximadamente 6,1 segundos en solidificarse.
Mantienes el troquel cerrado durante esta etapa para mantener la forma y el tamaño de la pieza fundida. La máquina de fundición a presión controla el proceso de enfriamiento para garantizar que la pieza fundida no se deforme ni se agriete. Una buena refrigeración proporciona piezas resistentes y de alta calidad.
Expulsión
Una vez que la pieza fundida se haya enfriado y solidificado, debes retirarla del troquel. La máquina de fundición a presión utiliza un sistema de expulsión para empujar la pieza terminada fuera del molde. Estos son los principales mecanismos:
Mecanismo | Descripción |
Pasadores eyectores | Pasadores que son impulsados por una placa eyectora móvil para empujar la pieza fundida fuera del troquel. |
Placa eyectora | Componente que activa los pasadores eyectores para facilitar la expulsión de la pieza fundida. |
Sistema eyector | El sistema general responsable de expulsar la pieza fundida de la cavidad del troquel después de la solidificación. |
Abres el troquel y los pasadores expulsores empujan la pieza fundida. Luego verifica la calidad del casting terminado. Si utiliza fundición a presión tradicional o fundición a presión de alto vacío, es posible que vea pequeñas marcas en los pasadores expulsores, pero no afectan la calidad de la pieza.
Consejo: Inspeccione siempre la pieza fundida terminada en busca de grietas, deformaciones o defectos superficiales. Una buena expulsión le ayuda a mantener una alta calidad en cada lanzamiento.
Cada paso del proceso de fundición, desde la preparación del troquel hasta la expulsión, juega un papel importante en la calidad de la fundición terminada. Cuando se utiliza una máquina de fundición a presión de la manera correcta, siempre se obtienen piezas resistentes, precisas y de alta calidad.
Fundición a presión y materiales de aluminio
Metales comunes
Puede elegir entre algunos metales para la fundición a presión. Los metales más utilizados son el aluminio, el magnesio, el zinc y el latón. El aluminio es la mejor opción para muchos trabajos. El magnesio y el zinc son buenos para piezas con necesidades especiales. El magnesio es más ligero que el aluminio y mantiene bien su forma. El zinc da un acabado suave y se ve bien.
El aluminio es ligero y no se oxida fácilmente. Esto lo hace ideal para trabajos con máquinas de fundición a presión. Se utiliza fundición a presión de aluminio para piezas de automóviles, productos electrónicos y herramientas. El magnesio es aún más ligero y ayuda a fabricar piezas fuertes y delgadas. El zinc es mejor para acabados brillantes y formas detalladas.
Fundición a presión de aluminio
La fundición a presión de aluminio utiliza una máquina de fundición a presión para empujar el aluminio derretido en un molde de acero. Obtendrá piezas fuertes, ligeras y exactas. Muchas industrias utilizan la fundición a presión de aluminio porque funciona rápido y da buenos resultados.
Aquí hay una tabla que muestra por qué el aluminio es bueno para la fundición a presión:
Propiedad | Descripción |
Ligero | Las aleaciones de aluminio pesan mucho menos que el acero. |
Resistencia mecánica | Las aleaciones de aluminio fundido forman piezas resistentes. |
Resistencia a la corrosión | Las aleaciones como la A360 forman una capa que protege las piezas. |
Conductividad térmica | El aluminio propaga bien el calor, bueno para motores y disipadores de calor. |
La fundición a presión de aluminio le ayuda a crear paredes delgadas y formas complicadas. Se utiliza una máquina de fundición a presión de aluminio para fabricar piezas ligeras y resistentes. El proceso proporciona superficies lisas y tamaños exactos. Ahorras tiempo y dinero porque no necesitas mucho trabajo extra.
Consejo: elija piezas de fundición a presión de aluminio si desea piezas que sean ligeras, resistentes y no se oxiden.
Impacto material
El metal que elija para su máquina de fundición a presión cambia la pieza que obtiene. El aluminio, el zinc y el magnesio tienen cada uno sus propias fortalezas y apariencia. La fundición a presión de aluminio produce piezas ligeras y resistentes. La fundición a presión de zinc proporciona acabados suaves y muchos detalles. La fundición a presión de magnesio produce las piezas más ligeras.
La fundición a presión de aluminio es mejor cuando desea piezas que duren y no pesen mucho. Se ve fundición a presión de aluminio en automóviles, bicicletas y productos electrónicos. Elegir aluminio para su máquina de fundición a presión significa que sus piezas no se oxidarán y podrán soportar el calor.
La fundición a presión de aluminio también permite crear paredes delgadas y formas duras. Puede contar con la fundición a presión de aluminio para obtener piezas fuertes, livianas y resistentes. Cuando utiliza una máquina de fundición a presión de aluminio, siempre obtiene buenos resultados.
Después del casting
Proceso de eyección
Cuando la pieza fundida se enfría y se endurece, la sacas del molde. La máquina de fundición a presión utiliza pasadores y placas expulsores para empujar la pieza hacia afuera. Debe revisar la pieza de inmediato para detectar cualquier problema. Algunos problemas que puede observar son soldaduras, burbujas de gas, grietas por calor, ampollas, rebabas, llenado insuficiente y cierre en frío. Si encuentra alguno de estos, puede solucionarlo antes del siguiente paso.
No querrás dañar la pieza cuando la saques. Manipule la pieza con cuidado para mantener su forma y superficie agradables. Este paso es muy importante para fabricar buenas piezas, especialmente para automóviles y otros trabajos difíciles.
Consejo: mire siempre cada pieza después de sacarla. La verificación temprana le ayuda a encontrar problemas antes de que lleguen al cliente.
Pasos finales
Después de sacar el yeso, debes terminarlo. Estos pasos le ayudarán a conseguir el aspecto, la sensación y la fuerza adecuados para su pieza. Aquí hay una tabla que muestra los principales pasos de acabado y por qué se utilizan:
Paso | Descripción | Objetivo |
Guarnición | Corte el metal sobrante como relámpagos, puertas y corredores. | Prepara la pieza para el montaje y haz que luzca limpia. |
Granallado | Limpia la superficie con pequeños trozos ásperos. | Haga la superficie más suave y prepárela para más trabajo. |
Granallado | Golpea la superficie para hacerla más fuerte. | Ayude a que la pieza dure más tiempo deteniendo grietas y roturas. |
Inspección y Control de Calidad | Utilice pruebas de rayos X o de sonido para encontrar problemas ocultos. | Asegúrese de que sólo se muevan las piezas buenas, para que sean seguras y funcionen bien. |
Inspecciones dimensionales | Verifique los tamaños con herramientas especiales. | Asegúrese de que la pieza encaje bien en otras cosas, como piezas de automóvil. |
Comprobaciones de acabado superficial | Mire la superficie para ver si está lisa y en buen estado. | Ayude a detener el óxido y reduzca el trabajo adicional posterior. |
También puede agregar acabados especiales a sus piezas fundidas. Algunos acabados comunes son anodizado, recubrimiento en polvo, niquelado, cromado y recubrimientos de teflón. Estos acabados ayudan a que sus piezas combatan el óxido, luzcan mejor y duren más. Por ejemplo, el anodizado da una capa dura y colorida. El recubrimiento en polvo crea una superficie resistente que no se raya fácilmente. Muchas empresas de automóviles utilizan estos acabados para proteger y decorar sus piezas.
Otros pasos de acabado, como el desbarbado y el revestimiento de superficies, eliminan los bordes afilados y limpian la pieza. Los acabados finales, como pintura o enchapado, hacen que la pieza sea más fuerte y luzca mejor. Un buen acabado prepara las piezas de su máquina de fundición a presión para trabajos duros en automóviles, electrónica y más.
Nota: Los pasos de acabado correctos ayudan a que sus piezas duren más y luzcan mejor. Elija la mejor manera para sus necesidades y dónde utilizará la pieza.
Ahora comprende cómo funciona una máquina de fundición a presión de principio a fin. Estos son los pasos principales que utiliza con cualquier máquina de fundición a presión:
Ponga lubricante en el troquel.
Cierre y sujete las mitades del troquel.
Utilice la máquina de fundición a presión para inyectar metal fundido.
Deje que el metal se enfríe dentro del troquel.
Retire la pieza terminada del troquel.
Corta cualquier material sobrante.
Conocer cada paso le ayuda a fabricar piezas resistentes y exactas con su máquina de fundición a presión de aluminio o máquina de fundición a presión de aluminio. Si sigue cada paso, podrá encontrar problemas rápidamente y fabricar mejores piezas. Para obtener más ayuda, consulte las preguntas frecuentes o consulte estos recursos:
Recurso | Descripción |
Fundición a presión 101 | Conozca las máquinas de fundición a presión y las mejores formas de utilizarlas. |
Programas de formación en fundición a presión de Shibaura Machine | Obtenga capacitación detallada sobre cómo utilizar una máquina de fundición a presión. |
Preguntas frecuentes
¿Cuál es la diferencia entre una máquina de fundición a presión y una máquina de fundición a presión?
Utiliza ambos términos para el mismo equipo. Una máquina de fundición a presión o una máquina de fundición a presión empuja el metal fundido hacia un molde. Algunas personas dicen 'máquina de fundición a presión' para el proceso, mientras que 'máquina de fundición a presión' describe el equipo.
¿Se puede utilizar una máquina de fundición a presión de aluminio para otros metales?
Puedes utilizar una máquina de fundición a presión de aluminio para algunos metales, como el magnesio. No debes usarlo para zinc o plomo. Cada máquina de fundición a presión funciona mejor con ciertos metales. Compruebe siempre los límites de la máquina.
¿Cómo se mantiene funcionando bien una máquina de fundición a presión?
La máquina de fundición a presión se limpia después de cada uso. Verifica si hay piezas desgastadas. Utiliza el lubricante adecuado. Los controles periódicos ayudan a que su máquina de fundición a presión dure más y produzca mejores piezas.
¿Por qué elige una máquina de fundición a presión de aluminio para piezas de automóviles?
Se elige una máquina de fundición a presión de aluminio porque fabrica piezas ligeras y resistentes. Los fabricantes de automóviles utilizan estas máquinas para bloques de motor, ruedas y bastidores. Las piezas de aluminio resisten el óxido y ayudan a que los automóviles utilicen menos combustible.
¿Qué problemas pueden ocurrir con las máquinas de fundición a presión?
Es posible que vea defectos como grietas, burbujas o superficies rugosas. Estos problemas provienen de temperaturas incorrectas, matrices sucias o baja presión. Los soluciona verificando la configuración de su máquina de fundición a presión y manteniendo todo limpio.

 Español
Español